Hongfang – uudised

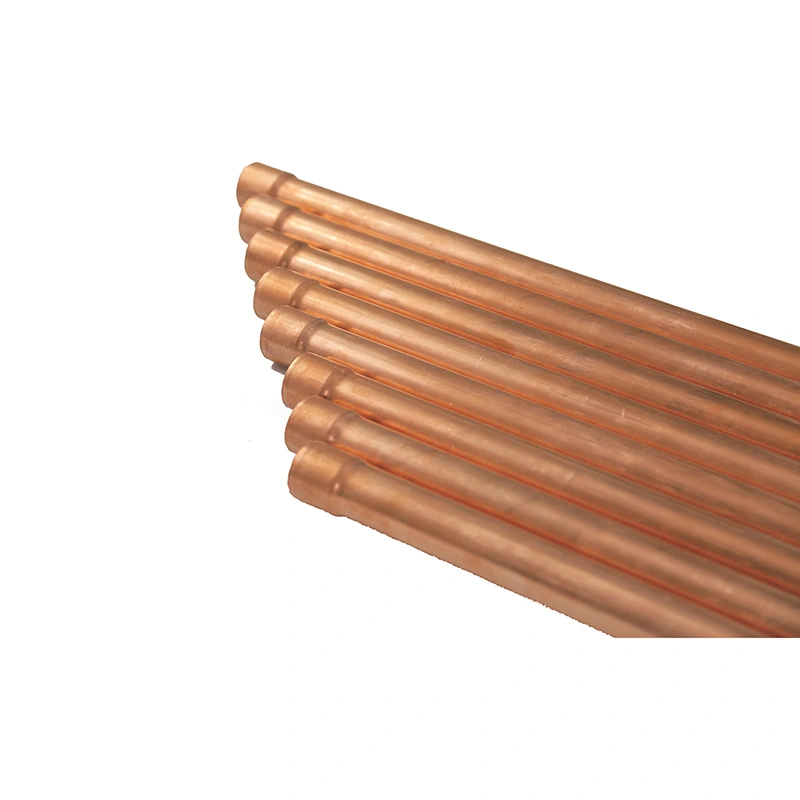
Töötlemismeetodeid on paljuvasktorud, kuid need võib kokku võtta kahte kategooriasse: kuum töötlemine ja külm töötlemine. Näiteks sellised meetodid nagu väljapressimine torukangide valmistamiseks ning kaldus veeremine ja perforatsioon on kõik torude kangide temperatuuri soojendamiseks vase ümberkristallimise temperatuurist deformatsiooni töötlemiseks, et saada torude kangide saamiseks. Toru kangid tehakse torudeks külma veeremise ja külma joonistamise teel toatemperatuuril. Seda traditsioonilist protsessi on kasutatud aastaid. Ekstrusiooni toori söötmismeetod on endiselt kasutusel. See on traditsioonilinevasktoruBilleti toitmise meetod. Selle tootmisprotsess on sulatada elektrolüütiline vask tahketeks ümarateks valuplokkideks, seejärel kuumutada seda kütteahjus üle 850 ja ekstseeritakse need välja ekstruuderis ükshaaval torukangideks ja seejärel külma rulli või mitmeaastase lineaarse venituse torude venitamiseks vajaliku ketase venitamiseks.
Ekstrusioon jaguneb kõrgeks ekstrusioonisuhteks ja madalaks ekstrusioonisuhteks, millel mõlemal on rafineeritud terade struktuur ja hea pinna kvaliteet. Kõrge ekstrusioonisuhtega ekstsiooniga ekstsioonisuhted on väiksema suurusega ja seina paksusega õhemad ning neid saab otse töödelda pidevas otseses masinas või ketta venitusmasinas; Madal ekstrusioonisuhte väljapressimine võib kasutada suuri valuplokke suuremahuliste torude kangide väljapressimiseks ja seejärel pikenduse töötlemiseks kasutada külma veereva toruveski. Sama suurusega ja spetsifikatsioonidega valuplokkide jaoks vajavad kõrged ekstrusioonisuhted suuremat ekstrusioonipunkti ja ekstrudeeritud toru seina paksuse tolerants on suur.
Praegu on Hiinas väga populaarne pidev valamise ja veereva tooriku söötmise meetod. See on uus tooriku söötmismeetod, mis tekkis 1990ndatel. Selle tootmisprotsess on lõigata horisontaalselt valatud õõnestoru tooriku fikseeritud pikkuseks ja seejärel saata see otse kolme rulliga planeedi torude veereveskile, et rullida väiksema läbimõõduga õhukese seinaga vasktoru. Kuna kolme rulli torude veereveski saab veeretadavasktoruMitte pöörlematu, on lihtne seda võrgus mähisesse veeretada. Selle omadused on lühike tootmisprotsess, kuumutamise ja ekstrusiooniprotsesside kõrvaldamine ning sellel on eelised energia säästmiseks, seadmete investeeringute vähendamiseks ja kulude vähendamiseks.